
Uhlík, kevlar či kompozit - alebo karbón?
Podnetom na napísanie tohto článku bola pomerne úsmevná debata pri pive v širšom kruhu s cyklistami, kde jeden dosť dobre (a veľmi draho) technicky vybavený jedinec zahlásil: „je mi jedno, či je to z uhlíku, kevlaru či kompozitu, hlavne že je to karbón...“.
To svedčí o tom, že nie všetci majú v týchto pojmoch jasno. Preto by sme radi prostredníctvom tejto krátkej série článkov priniesli trošku poriadku do sveta moderných technológií. Začneme úplným základom a tým je pojem kompozit. Zjednodušene povedané je to materiál vyrobený kombináciou dvoch (a viac) materiálov s rozdielnymi mechanickými vlastnosťami, ktorých kombinácia prináša zlepšenie týchto mechanických vlastností - veľakrát aj zásadné zlepšenie.Napríklad najbežnejším prírodným kompozitom je drevo, ktoré pozostáva z vlákien celulózy a lignínu. Rovnako môžeme ako kompozit označiť aj betón vystužený armovacími železnými prútmi, ktoré ale už môžu byť vyrobené aj z karbónových tyčí. V našom prípade sa budeme venovať výhradne kompozitu v kombinácii živica a uhlíkové vlákno.
A tu platí jedna magická formulka, s ktorou sa budeme stretávať naprieč celým technologickým postupom. Čím viacej zmáčaných vlákien v živici sa nám podarí technologickým postupom natlačiť do čo najmenšieho objemu (hrúbky), tým bude výsledný produkt ľahší a pevnejší. Samozrejme do toho vstupujú ďalšie významné faktory a tými sú orientácia vlákien či následne tepelné spracovanie produktu.

Epoxid
Epoxidová živica je zvyčajne dvojzložkový polymér, čo znamená, že jeho základnými zložkami je živica a tužidlo, ktoré po zmiešaní reagujú postupným vytvrdzovaním. Vytvrdzovanie záleží aj od samotného tužidla (rýchle alebo pomalé) a takisto pri niektorých živiciach aj od teploty.Sú epoxidy, ktoré reagujú aj pri izbovej teplote a takisto také, ktoré reagujú pri zvýšenej teplote siahajúcej v určitých prípadoch ku 200°C (termosetické epoxidy). Na bežné garážové lepenie nám postačí bežný laminovací epoxid s tužidlom so strednou rýchlosťou tvrdnutia – hodinový.
Tkaniny
Živica, ako už bolo spomenuté, je len spojovací materiál so slabými mechanickými vlastnosťami, ktorý je potrebné vystužiť vláknami. Ak načrieme trocha do minulosti, najčastejšie boli používane sklené tkaniny, pretože uhlíkové, ak existovali, mali závratne vysokú cenu. Nevýhodou bola pomerne vysoká hmotnosť sklolaminátu a komplikovaná možnosť recyklácie.Dnes vďaka masovej výrobe cena uhlíkových vlákien poklesla na rozumnú úroveň aj pre amatérskych staviteľov. A ako si predstaviť samotné vlákno? Jeden uhlíkový vlasec (či odborne filament) má hrúbku iba 6 mikrometrov (na obr. položený na ľudskom vlase) a teda sa už vo výrobnom závode spája do zväzkov (tzv. rowing) s niekoľkými tisícami vlascov a tie sa namotávajú na cievky.

Veľkosť resp. šírka takéhoto zväzku závisí od počtu vlascov v ňom a označuje sa od 1K až do 50K („K“ znamená tisícku vlascov v jednom zväzku, napríklad: 3K = 3000 filamentov/vlascov).

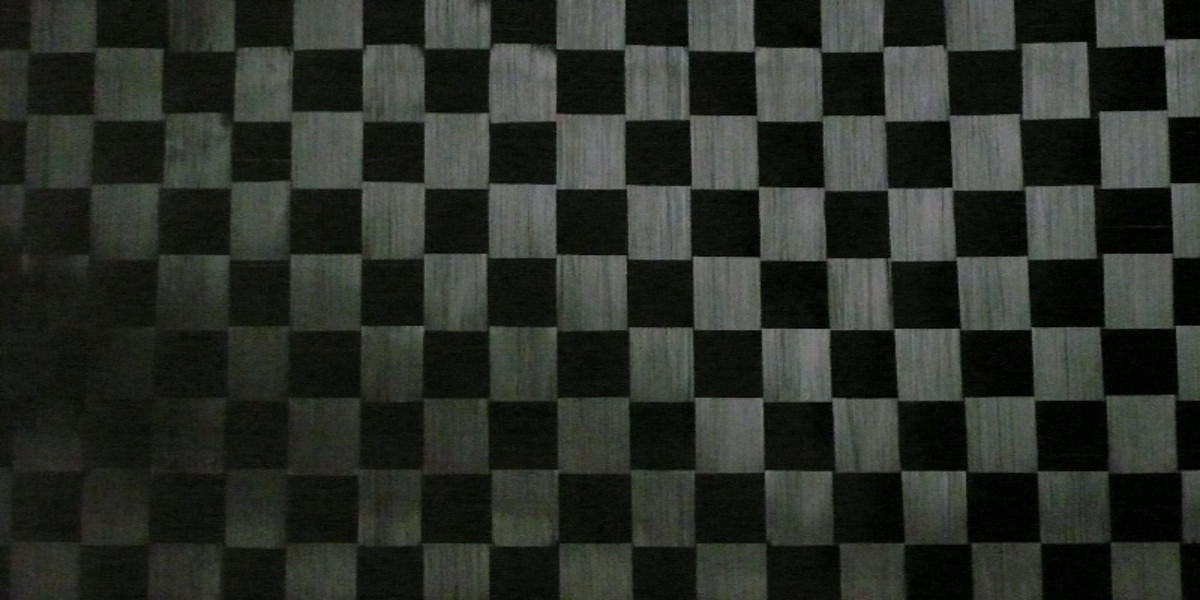
Cievky idú ďalej na spracovanie do tkáčskych strojov, ktoré utkajú naprogramovaný vzor. Základným a najbežnejším vzorom je tzv. plain, pri ktorom nám jednotlivé pramene vlákien tkané pod 90° uhlom vytvárajú typickú šachovnicu.
Druhým najpoužívanejším typom tkaniny je tzv. twill v preklade kepper, ktorý sa používa hlavne na miesta, kde sa tkanina ohýba cez hrany v ostrejších uhloch.

Dnes už exituje množstvo rôznych a veľmi efektných variácií zapletania uhlíkovej tkaniny. Od tvarov včelích plástov až po naozaj efektné 3D vzory, kedy sa jeden zväzok vo vákuu pokryje mikroskopickou vrstvou hliníka a po zapletení s ďalšími dvoma zväzkami v 120° vytvára efektné trojboké „pyramídy“ na tkanine.


Treba ešte spomenúť aj pomerne bežné označenie tkaniny ako UD (Uni Directional), čo znamená, že v celom objeme tkaniny sú jednosmerne kladené vlákna stabilizované vrstvou rozpustného lepidla alebo prešité jemnou sklenenou nitkou, ktorá po naimpregnovaní živicou spriesvitnie.
Od toho je odvodený aj názov Omni Directional, kedy sú krátke vlákna v tkanine sypané v náhodnom slede, a teda zaťažiteľnosť je „vše-smerová“. Tento typ vrstvenia tkaniny sa dá nájsť aj pod názvom „Forged carbon“ a postráda akúkoľvek pravidelnosť.
Kevlar
Keďže sa nám do nadpisu článku dostal aj materiál, ktorý zdanlivo nesúvisí s uhlíkovou tkaninou (ale iba zdanlivo), ozrejmíme aj tento termín. Kevlar je registrovaný obchodný názov značky DuPont pre syntetické para-aramidové vlákno vyrábané už od roku 1965. Prvotným najjednoduchším poznávacím znamením je jasne žltá farba vlákien. Ich jedinečnou vlastnosťou je okrem vysokej pevnosti aj vynikajúca oderuvzdornosť.Nahusto upletená kevlarová tkanina položená vo viacerých vrstvách je výborným materiálom na výrobu nepriestrelných viest či motorkárskych riflí s ochranou proti prederaveniu pri prípadnej havárii a šúchaní sa vo vyššej rýchlosti o asfalt. A prečo ju tu spomíname? Lebo práve karbónová tkanina sa vyznačuje slabou oderuvzdornosťou a niekoho našťastie napadlo skombinovať tieto dva materiály.
A tak tejto kombinácii dvoch syntetických vlákien a živice dodávajú karbónové vlákna extrémnu pevnosť a kevlarové vlákna do toho vkladajú značnú oderuvzdornosť. Či už kapotáže pretekárskych strojov, športové prilby alebo kajaky na divokú vodu nesú poznávacie znamenie žlto čiernej šachovnice.

V dnešnej modernej dobe už trh ponúka aj rôzne bio-tkaniny či recyklované tkaniny (napr. bambusové vlákna). Všetky tieto tkaniny nám dávajú rôzne vlastnosti, ktoré vychádzajú zo samotného materiálu, ale hlavne z usporiadania samotných vlákien pri tkaní. Napríklad pre letecký priemysel sú vyrábané špeciálne uhlíkové tkaniny s vtkanými jemnými medenými vláknami, ktoré zabezpečujú zlepšenú elektrickú vodivosť.
Výsledné vlastnosti kompozitu
Tak ako to pri väčšine takto komplexných materiálov býva, ani tu to nie je jednoduché. Ako už bolo spomenuté v úvode, prvou podmienkou je „natlačiť“ do daného objemu/hrúbky čo najviac vlákien. Druhou oblasťou je vymyslieť optimálny smer kladenia vlákien pre každý kľúčový konštrukčný uzol samostatne.A to už je samotné know-how firmy venujúcej sa práci s uhlíkovými kompozitmi. Kam presne uložiť koľko vrstiev tkaniny a ako orientovaných, býva neraz predmetom prísneho utajovania. A ani to ešte nie je koniec. To, že epoxid chemicky zreaguje, ešte neznamená, že sme dostali jeho maximálne vlastnosti.

Na ich dosiahnutie potrebujeme urobiť tzv. „post-curing“, alebo po slovensky dodatočné tepelné dotvrdenie. To sa robí v peci, alebo v prípade prepregu v autokláve (tlaková pec).
Trh ponúka však aj epoxidy, ktoré nepotrebujú toto dotvrdzovanie, ich použitie však nie je vhodné pre fyzicky namáhané produkty. V ďalšom pokračovaní sa budeme venovať výrobným postupom.
Za pomoc s tvorbou článku ďakujem spoluautorovi AdMich.
2. diel tejto minisérie nájdete na tomto odkaze.
Zdroje fotografii: Wikipedia, Gernitex, EasyComposites, Carbon Fiber Gear, MVV.

ddemo
Sledovať nás môžeš aj na
Podobné články

Kráľ bicyklových rámov - karbón je super, ale…
Cyklistickí nadšenci upierajú zrak najmä ku karbónu. Moderný hliník a technológie jeho spracovania však majú stále čo ponúknuť. Aký hliník sa to vôbec používa?

Uhlík, kevlar či kompozit – Time Bicycles
V tomto pokračovaní nepravidelnej a občasnej série článkov na tému „Uhlík, kevlar či kompozit...“ sa dostaneme na pomyselný „Olymp“, čo sa týka karbónovej produkcie.

Kráľ bicyklových rámov – karbón je super, ale… (2. časť)
Aj za takou jednoduchou vecou, akou je bicyklový rám, je mnoho technológií a procesov, ktoré musí absolvovať ešte predtým, než naň nasadnete a vyrazíte za dobrodružstvom.




Komentáre Zobraziť komentáre (10)